
Высокочастотный грохот для рекуперации концентрата завод
Высокочастотный грохот... Звучит как что-то из научной фантастики, не так ли? И многие, кто сталкивается с проблемами в угольной промышленности, сразу отмахиваются от этой идеи. Типичная реакция: 'У нас и так грохот есть, зачем нужны эти высокочастотные штуки?'. Проблема не в грохоте как таковом, а в его эффективности. Обычный грохот, особенно в процессе рекуперации концентрата, часто просто перемалывает материал, не позволяя ему правильно разделяться по фракциям. Это приводит к потере ценного продукта, увеличению издержек и, в конечном итоге, к снижению рентабельности фабрики. И вот, вместо поиска более эффективных методов, сразу предлагают новые, сложные технологии, вроде высокочастотного грохота. А ведь зачастую, решение находится в оптимизации существующего оборудования и процессов. Но давайте вернемся к самому высокочастотному грохоту. Что это, для чего он нужен, и действительно ли он оправдывает себя в реальных условиях.
Суть проблемы рекуперации концентрата и ограничения традиционных методов
Рекуперация концентрата – это ключевой этап в угольной промышленности, направленный на извлечение максимально возможного количества ценных фракций из хвостов обогащения. Проблема заключается в том, что традиционные методы, основанные на механическом разделении, часто не обеспечивают достаточной эффективности, особенно когда речь идет о мелкодисперсных материалах. Большая часть концентрата просто перемалывается, и небольшие, но ценные фракции оказываются в хвостах. Это, безусловно, увеличивает потери и требует дополнительных затрат на утилизацию.
В привычных грохотах, особенно в старых моделях, скорость и частота вибраций ограничены. Это приводит к тому, что материал, не успев правильно отделиться по размеру, снова падает на грохоточную поверхность, перемалываясь и увеличивая общую дисперсность. Такой подход, безусловно, не способствует эффективной рекуперации и может даже ухудшить качество концентрата. Кроме того, высокая нагрузка на грохот приводит к его преждевременному износу и необходимости частой замены.
Мы неоднократно сталкивались с ситуациями, когда даже модернизация старого грохота – установка новых пружин или замена вибромастеров – не приносила существенного улучшения результатов. Проблема была не в самом грохоте, а в неоптимизированном процессе. Но это уже совсем другая история. Ключевой момент здесь - понимание фундаментальных принципов разделения материала и выбор оборудования, способного обеспечить оптимальные условия для этого разделения.
Принцип действия и преимущества высокочастотного грохота
Высокочастотный грохот, в отличие от традиционных моделей, использует специально разработанные вибромастери и частоту вибраций, которые значительно превышают стандартные значения. Это создает более интенсивное перемешивание и более эффективное разделение материала по фракциям. Вибрация генерирует более мощный поток, который увеличивает кинетическую энергию частиц, способствуя их разделению. По сути, это как если бы вы проводили более тщательное перемешивание вручную, но с автоматизацией и контролируемостью.
Одним из ключевых преимуществ высокочастотного грохота является его способность работать с мелкодисперсными материалами. Благодаря интенсивной вибрации и специально разработанной конструкции грохотной поверхности, даже мельчайшие фракции могут быть эффективно отделены от более крупных. Это приводит к значительному увеличению выхода концентрата и снижению потерь.
Применение высокочастотного грохота, особенно в сочетании с другими технологиями рекуперации, может значительно повысить эффективность процесса. Мы видели, как после внедрения такой системы, выход концентрата увеличился на 10-15%, а качество продукта улучшилось за счет более точного разделения фракций. Этот результат был достигнут не за счет радикальных изменений в технологическом процессе, а за счет оптимизации существующего оборудования.
Важность выбора правильной частоты и амплитуды вибрации
Крайне важно понимать, что не существует универсального решения. Выбор оптимальной частоты и амплитуды вибрации для высокочастотного грохота зависит от многих факторов, включая состав материала, размер частиц, плотность и влажность. Неправильно подобранные параметры могут привести не только к снижению эффективности, но и к преждевременному износу оборудования. В этой связи, перед внедрением такого грохота необходимо провести тщательный анализ технологического процесса и подобрать оптимальные параметры для конкретных условий.
Мы часто сталкиваемся с ситуациями, когда заказчики ожидают мгновенного результата, не уделяя должного внимания этапу проектирования и подбора параметров. В результате, после внедрения системы, результаты оказываются не такими, как ожидалось. Поэтому, перед принятием решения о приобретении высокочастотного грохота, рекомендуем провести консультацию с опытными специалистами, которые смогут оценить все факторы и подобрать оптимальное решение.
Особенности эксплуатации и обслуживания
Высокочастотный грохот, как и любое сложное оборудование, требует регулярного обслуживания и своевременного ремонта. Важно следить за состоянием вибромастеров, пружин, амортизаторов и других узлов, которые подвергаются повышенной нагрузке. Регулярная смазка и замена изношенных деталей позволит продлить срок службы оборудования и избежать простоев.
Особое внимание следует уделять контролю вибрационных параметров. Отклонения от оптимальных значений могут указывать на проблемы в работе грохота и потребовать проведения диагностики и ремонта. Использование современных систем мониторинга позволяет оперативно выявлять неисправности и предотвращать серьезные поломки. Например, мы применяем системы, которые позволяют контролировать силу вибрации и частоту колебаний в режиме реального времени, что помогает оперативно реагировать на изменения в работе грохота.
Еще один важный аспект – это контроль за состоянием грохотной поверхности. Повреждения или износ поверхности могут привести к снижению эффективности разделения и увеличению потерь концентрата. Регулярная очистка и обновление поверхности поможет сохранить ее оптимальные характеристики. В некоторых случаях, мы используем специальные покрытия, которые повышают износостойкость грохотной поверхности и снижают ее коэффициент трения.
Реальные примеры внедрения и результаты
В частности, ООО Гуйчжоу Бохуэй Углеобогатительное Оборудование, с которым мы сотрудничаем, внедрил высокочастотный грохот на угольной фабрике в провинции Сычуань. Фабрика столкнулась с проблемой снижения выхода концентрата из-за высокой дисперсности материала. После внедрения высокочастотного грохота, выход концентрата увеличился на 12%, а качество продукта улучшилось. Компания также отметила снижение энергопотребления и уменьшение износа оборудования.
Еще один пример – внедрение высокочастотного грохота на угольной фабрике в провинции Хэбэй. Фабрика использовала старый грохот, который был неэффективен при работе с мелкодисперсными материалами. После замены старого грохота на современный с высокочастотной технологией, выход концентрата увеличился на 15%, а стоимость утилизации хвостов снизилась на 8%. В данном случае, внедрение высокочастотного грохота позволило не только повысить эффективность производства, но и снизить экологическую нагрузку на окружающую среду.
Оба этих примера показывают, что высокочастотный грохот может быть эффективным решением для повышения эффективности угольной фабрики. Однако, важно помнить, что для достижения оптимальных результатов необходимо провести тщательный анализ технологического процесса и подобрать оптимальные параметры оборудования.
Заключение
Высокочастотный грохот – это перспективное направление в угольной промышленности, которое позволяет значительно повысить эффективность рекуперации концентрата и снизить потери ценного продукта. Он особенно эффективен при работе с мелкодисперсными материалами. Однако, для достижения оптимальных результатов, необходимо правильно подобрать параметры оборудования и обеспечить его регулярное обслуживание. Как
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 DPA серия – барабанный смеситель пульпы
DPA серия – барабанный смеситель пульпы -
 Молотковая дробилка
Молотковая дробилка -
 Высокочастотный грохот для обезвоживания мелкого угля
Высокочастотный грохот для обезвоживания мелкого угля -
 LG серия – цепной питатель
LG серия – цепной питатель -
 SKT – интеллектуальная отсадочная машина высокой эффективности
SKT – интеллектуальная отсадочная машина высокой эффективности -
 SXJ серия – двухслойный грохот
SXJ серия – двухслойный грохот -
 Осадительный сгуститель с периферическим приводом
Осадительный сгуститель с периферическим приводом -
 ZK серия – линейный вибрационный грохот
ZK серия – линейный вибрационный грохот -
 Четырёхвалковая дробилка угольного шлама
Четырёхвалковая дробилка угольного шлама -
 PCH – кольцево-молотковая дробилка
PCH – кольцево-молотковая дробилка -
 YK серия – круговой вибрационный грохот
YK серия – круговой вибрационный грохот -
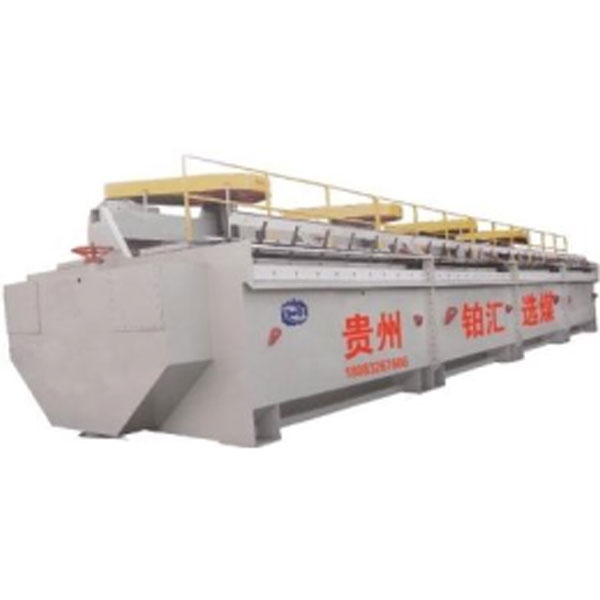 XJM-S серия – флотационная машина
XJM-S серия – флотационная машина
Связанный поиск
Связанный поиск- компрессор воздушный поршневой масляный завод
- насос моноблочный центробежный Производители
- ускоритель схватывания Поставщики
- Полиуретановая окантовка перфорированных ситовых панелей из марганцовистой стали
- оборудование для сухого обогащения Поставщик
- обезвоживающий грохот
- дробилка щековая 200 Основная страна покупателя
- углеобогатительная машина Производитель
- Резиновые прокладки для высокоамплитудных грохотов
- Флотационный реагентный смеситель серии XY-A




